沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号

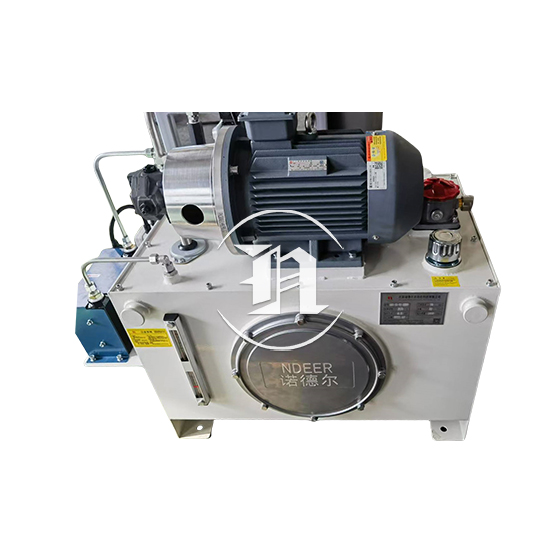
大口径无缝钢管机组液压系统是整个生产线的核心动力与控制单元之一,负责驱动关键设备(如穿孔机、轧管机、定径机、矫直机等)的动作,实现钢管轧制过程中的力、速度、位置等参数的精确控制。其性能直接影响钢管的尺寸精度、表面质量和生产效率。
一、液压系统的核心组成
大口径无缝钢管机组液压系统通常由以下部分构成,各组件协同满足高强度、高精度的轧制需求:
动力源单元
液压泵组:多采用高压柱塞泵(工作压力可达 20-35MPa),通过电机驱动提供高压油液,部分机组配备变量泵以实现流量调节,降低能耗。
油箱及辅件:大容量油箱(数百至数千升)用于储油、散热和沉淀杂质,内置加热器(低温环境)、冷却器(如水冷或风冷换热器)控制油温,同时配备滤油器(精度通常为 10-20μm)保证油液清洁度。
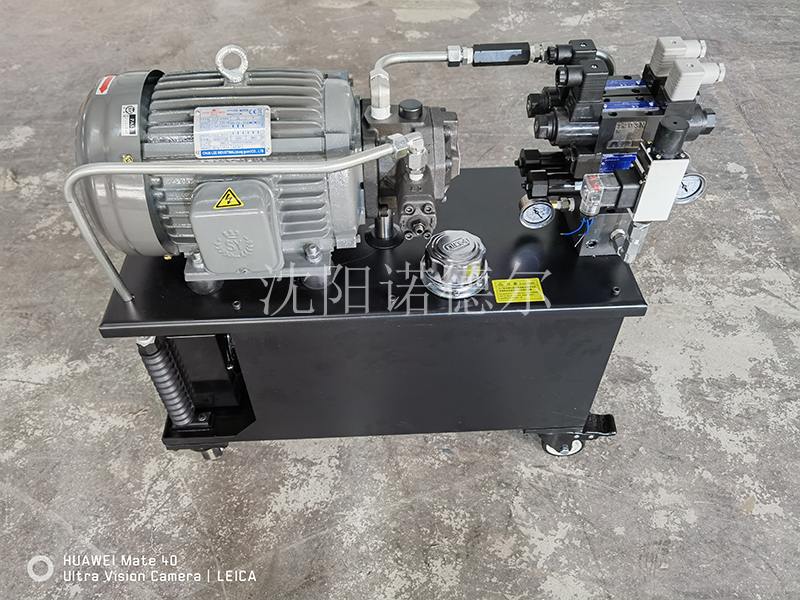
执行元件
液压缸:是主要执行部件,根据功能分为轧制力缸(提供轧制压力,如轧辊压下缸)、调整缸(控制轧辊位置或角度,如导卫调整缸)、夹紧缸(固定钢管,如定心装置缸)等,缸径和行程根据大口径钢管(通常指直径≥200mm)的轧制力需求设计,部分液压缸需具备高频响应特性。
液压马达:少数设备(如旋转送料机构)采用液压马达驱动,提供连续旋转动力。
控制与调节单元
控制阀组:包括方向控制阀(如电磁换向阀、电液换向阀)控制油液流向,压力控制阀(如溢流阀、减压阀、比例压力阀)调节系统压力,流量控制阀(如节流阀、比例流量阀)控制执行元件速度;高精度控制环节(如轧辊位置闭环控制)采用电液比例阀或伺服阀,控制精度可达 0.1mm 级。
传感器与反馈装置:压力传感器(监测系统压力)、位移传感器(如光栅尺、磁致伸缩传感器,检测液压缸位置)、温度传感器(监控油温)将信号反馈至控制系统(如 PLC 或工业计算机),实现闭环控制。
辅助元件
高压油管(多为钢丝缠绕胶管或无缝钢管)、管接头、压力表、蓄能器(吸收压力脉动或应急供油)等。
二、核心功能与应用场景
液压系统在大口径无缝钢管机组中承担关键动作控制,主要应用于以下环节:
穿孔机液压控制
驱动轧辊压下缸调整辊缝,根据管坯尺寸控制穿孔压力,确保毛管的壁厚均匀性;
控制顶头位置缸,调整顶头与轧辊的相对位置,保证穿孔过程稳定。
轧管机(如扩径机、张力减径机)控制
通过多组轧辊液压缸协同调节轧制力和辊缝,实现钢管直径和壁厚的精确控制,尤其在大口径钢管轧制中,需克服更大的金属变形抗力,液压系统需提供数千至数万牛的力;
采用电液伺服控制实现轧辊位置的动态调整,补偿轧制过程中的弹性变形,提高尺寸精度。
定径与矫直环节
定径机液压缸控制轧辊开度,最终确定钢管外径;
矫直机液压缸驱动矫直辊压下,通过多次反向弯曲消除钢管的弯曲缺陷,液压系统需精确控制压力和位移,避免钢管表面损伤。
辅助设备控制
如钢管输送过程中的夹紧、翻转、推料等动作,由中小型液压缸驱动,确保钢管在各工序间平稳转运。
三、关键技术要求
由于大口径无缝钢管轧制环境恶劣(高温、粉尘、振动),且对控制精度和系统可靠性要求极高,液压系统需满足以下技术特点:
高压与大流量
大口径钢管轧制力大,液压系统需长期在高压(25-35MPa)下运行,同时执行元件动作速度要求稳定,需匹配大流量泵组(单泵流量可达数百升 / 分钟)。
高精度闭环控制
采用 “传感器 - 控制器 - 电液伺服阀” 闭环系统,实现轧辊位置、轧制力的实时调节,例如:轧辊位置控制精度需≤±0.05mm,以保证钢管壁厚公差控制在 ±5% 以内。
抗污染与可靠性
轧制环境中粉尘、铁屑较多,油液污染易导致阀组卡滞或元件磨损,因此需采用多级过滤(吸油过滤 + 高压过滤 + 回油过滤),并定期检测油液污染度(通常要求达到 NAS 8 级或更高);关键元件(如伺服阀、柱塞泵)需选用耐磨损、抗冲击的工业级产品。
散热与油温控制
高压大流量系统运行时会产生大量热量,需通过高效冷却器(如板式换热器)将油温控制在 30-55℃,避免油液粘度下降、密封件老化导致的泄漏问题。
四、维护与常见问题处理
为保证液压系统稳定运行,需制定严格的维护策略:
日常维护要点
定期检查油位、油温、压力是否正常,观察管路有无泄漏;
按周期更换液压油(通常每 6-12 个月,或运行 1000-2000 小时),更换时需彻底清洗油箱并更换滤芯;
清洁或更换滤油器(根据压差报警信号),避免滤芯堵塞导致系统压力损失。
常见故障及处理
压力异常:压力不足可能是泵组磨损、溢流阀故障或管路泄漏,需检查泵的输出压力、更换损坏阀件或密封件;压力波动可能由蓄能器失效或油液中有气泡导致,需检修蓄能器或排气。
执行元件动作迟缓 / 卡滞:多因油液污染导致阀组堵塞或液压缸磨损,需更换滤芯、清洗阀件,严重时需修磨液压缸内壁或更换密封件。
油温过高:可能是冷却器堵塞、风扇 / 水泵故障,或系统压力设置过高导致能量损失过大,需清理冷却器、检修散热设备,优化压力参数。