沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号

Assel 轧管机组液压系统是该机组的重要组成部分,主要用于控制轧辊的运动和位置,以实现对钢管的精确轧制。
一、系统组成
液压执行元件:包括轧辊快开缸、轧辊平衡缸、轧辊装配锁紧缸等。这些液压缸分别承担着不同的功能,如快开缸用于在轧制结束时快速打开轧辊,平衡缸用于保持轧辊的平衡,锁紧缸用于固定轧辊装配。
液压控制阀台:包含各种液压阀,如电磁换向阀、减压阀、溢流阀、单向阀等。这些阀用于控制液压油的流向、压力和流量,从而实现对液压缸的精确控制。
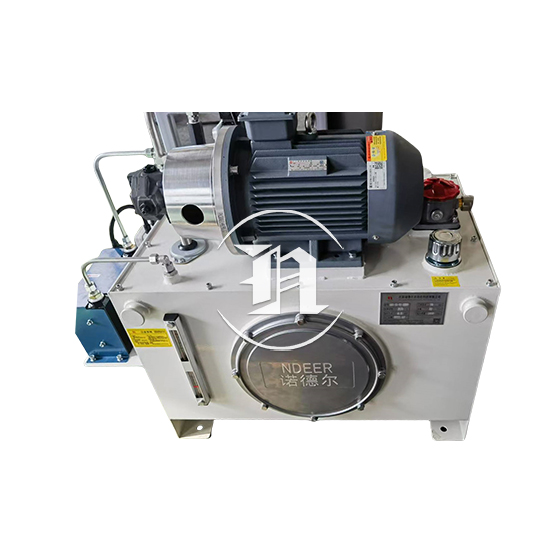
液压泵和液压站:通常采用 哈威、贺德克 恒压变量柱塞泵等提供压力油,液压站则包括油箱、过滤器、冷却器等辅助设备,用于储存、过滤和冷却液压油,保证液压系统的正常运行。
二、工作原理
轧辊调整阶段:当需要调整轧辊时,1#-3# 轧辊对应的快开缸活塞杆通压力油后伸出,通过移动轧辊中心线到轧制中心线的距离来调整轧机喉径。每个轧辊由两台交流电机通过涡轮减速机驱动丝杠螺旋副进行调整,光电编码器检测丝杠伸缩长度,调整数据在计算机上显示。调整完成后,1#-3# 轧辊的平衡缸有杆腔通压力油,活塞杆缩回,将轧辊锁紧在快开缸活塞杆头部和调节装置头部,形成一定开口度,等待轧制毛管。
轧制阶段:毛管内部插着芯棒进入轧机,在 3 台旋转轧辊的作用下,边旋转边沿着轧制中心线前进。接近轧制完成时,位于轧管机前的热探测器接收到毛管离去的信号,向 PLC 发信号,PLC 延时 200ms 后,控制 1#-3# 轧辊快开缸卸荷,1#-3# 轧辊平衡缸拉紧轧辊沿着快开缸活塞杆缩回方向摆动,使 3 台轧辊间开口度增大,消除荒管的 “尾三角” 现象。待荒管离开轧管机后,PLC 控制 1#-3# 轧辊快开缸得压活塞杆伸出,使 3 台轧辊克服平衡缸的拉紧力摆动,开口度变小,等待轧制下一根毛管。

三、系统改进
针对快开缸输出力不足问题:原快开缸在轧制长薄壁荒管尾部时,因荒管温度下降、刚性增强,轧制力变大,导致快开缸活塞杆缩回,荒管尾部壁厚超差。改进措施是将快开缸的工作压力从 15MPa 提高到 18MPa,并对快开缸结构进行改进,在活塞杆小圆柱体中加工长孔,消除封闭腔背压,使快开缸输出力满足生产工艺要求。
针对 2# 轧辊易下掉问题:分析原因包括平衡缸有杆腔活塞密封圈损坏、背压超过减压阀设定值、液压油通过换向阀间隙泄漏等。改进措施是将 2# 平衡缸运动由 4WE10E 型电磁换向阀改为 4WE10J 型电磁换向滑阀控制,并在液压回路上加装液压锁,防止液压油泄漏,避免 2# 轧辊下掉。
针对主机阀台压力波动大问题:在轧管机的液压控制阀台进油路上加装一个单向阀和一台蓄能器构成保压回路。当液压马达同时工作导致液压站压力降低时,单向阀关闭,将液压控制阀台的油路与其他油路隔离开,蓄能器储存的液压油为快开缸动作提供动力油源,减小液压控制阀台压力波动。